|
工艺方法
|
直接能耗成本
|
速度(分钟)
|
镜面反
光性
|
能否仪器测温
|
劳动强度
|
焊层光滑度
|
焊层颜色
|
直径加工余量
|
焊层耐磨性
|
|
火焰圈重熔
|
400元
|
40-50min
|
一般
|
不能
|
大
|
一般
|
灰绿色
|
1mm
|
一般
|
|
两个重型重熔枪
|
700元
|
40-50min
|
好
|
不能
|
较大
|
好
|
浅灰绿色
|
1mm
|
好
|
|
4个中等重熔枪
|
800元
|
50-60min
|
好
|
不能
|
大
|
一般
|
灰绿色
|
1mm
|
好
|
|
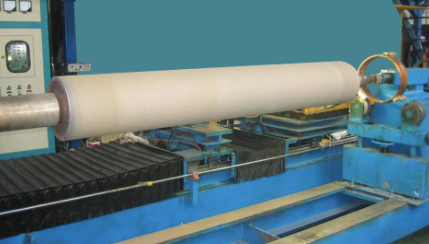
BGRIMM
感应重熔
|
100
|
30-40min
|
好
|
能
|
小
|
好
|
亮灰色
|
0.7mm
|
好
|
|
|
|
|
|
|
|
|
|
|
|